Ce cours part du principe que vous connaissez les bases du
langage G-Code.
Les fonctions
spécifiques au langage Fanuc :
La commande G28 spécifie le
retour automatique au point de référence pour les axes spécifiés via un point
intermédiaire.
Rappel : Correction
de la géométrie d’outil
La valeur de correction qui a été prélevée en mémoire dans
le tableau des OFFSET est ajoutée à la valeur des coordonnées du point final de
la commande de déplacement de l’axe spécifié.
Exemple de tableau des OFFSET (géométrie et usures)
X,Z sont les cotes des correcteurs de géométrie ou d’usure
pour chaque outil.
R sont les rayons de plaquettes pour chaque outil.
Faire un filetage
en Fanuc G-Code G76 :
Il existe trois modes de création de filetage droit ou
conique. Nous allons voir ici le filetage le plus courant le cycle G76.
Ce cycle permet de fileter avec un contrôle de la section de
coupe constante, ce qui limite la charge de l’arête de coupe de l’outil. Ce cycle
est toujours défini par deux blocs consécutifs.
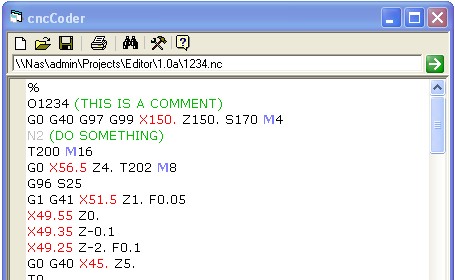
Exemple de définition de cycle sur une ligne (FANUC 10TF) :
G76 X Z K D F A P
X,Z sont les cotes du point d’arrivée en absolu.
U, W sont les valeurs du point d’arrivée en relatif.
K est la hauteur du filet en mm et au rayon.
D est la profondeur de la première passe en µm et au rayon
(sans point décimal).
F est le pas du filet.
A est l’angle du filet (si A = 0 alors la plongée est
droite)
P est le type de plongée.
Si P=1 alors plongée oblique avec section de copeaux
constante et profondeur dégressive (prioritaire).
Si P=2 alors plongée alternée avec section de copeaux
constante et profondeur dégressive.
Si P=3 alors plongée oblique avec profondeur constante
Si P=4 alors plongée alternée avec profondeur constante.
Exemple de définition de cycle sur deux lignes (FANUC 21T) :
G76 P010029 Q50 R0.2
G76 X18 Z-10 P920 Q250 F1.5
P01 Nombre de finition
00 Nombre de pas en sortie 10 = 1 fois le pas 20= 2 fois le pas
29 Angle d'entré
Q50 passe mini en ébauche en micron et au rayon
R0.2 passe de finition
X18 Diametre fond de filet
Z-10 Z arrivée du filetage
P920 Profondeur du filet en micron
Q250 Valeur de la 1ere passe
F1.5 Pas de 1.5
Faire un cycle d’ébauche
axial :
Ce cycle permet d’ébaucher automatiquement une pièce en
prenant des passes successives parallèles à l’axe Z.
Les déplacements d’approche rapide et de dégagement sont
exécutés automatiquement. De plus, le cycle d’ébauche laisse une surrépaisseur
définie autour du profil fini de la pièce.
Le point de départ du cycle est spécifié dans le bloc
précédent le code G71
Exemple de définition de cycle sur une ligne (FANUC 10TF) :
G71 P Q U W D F
P est le numéro de bloc du début de définition de la
géométrie.
Q est le numéro de bloc de fin de définition de la
géométrie.
U est la surrépaisseur de finition sur X au rayon.
W est la surrépaisseur de finition sur Z.
D est la profondeur de passe au rayon en µm.
F est l’avance en ébauche.
Le retrait R sur le schéma est réglé par un paramètre machine.
Pour aller plus loin :